絶縁材料の内部放電破壊現象
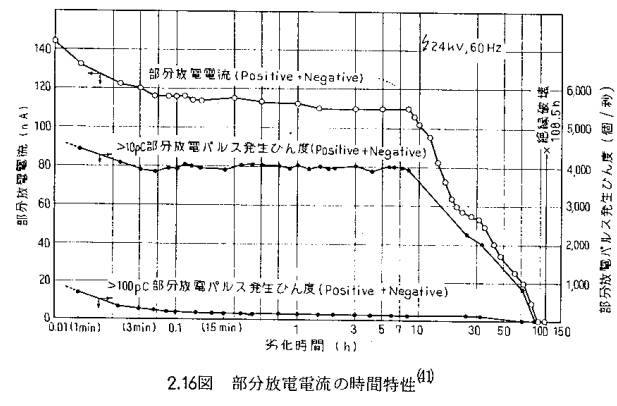
絶縁材料等の有機材料は熱履歴を受けると収縮したり、部分的な化学結合部分が切断されたりして 内部に空隙ができる。この空隙内部では 電圧がかかるとこの空隙部の比誘電率が固体よりも小さいので 空隙内放電(ボイド放電)は生じる。かかる電圧が大きいほどボイド放電は大きくなり、放電による材料の劣化が進み、果ては 材料内部が放電短絡してその寿命を全うする。この現象をボイド放電による破壊経路として貴重な資料があります。之を紹介しましょう。引用文献は 電気学会技術報告(Ⅱ部)第164号;昭和59年4月発行 です。 2.16図は 絶縁材料のボイド放電(部分放電)電流値の時間特性です。
一般的には熱劣化特性という。このように材料物性量が熱履歴条件(温度と時間)とともに変わるには一様な傾向がある。
 2.16 図
2.16 図
放電は経過時間と共に変化し、放電短絡という、破壊現象の直前になると その放電電流値が小さくなる、すなわち放電エネルギが小さくなるようです。これは 空隙ボイドの内部壁面の劣化による導電性物質の増加で抵抗値が小さくなった、
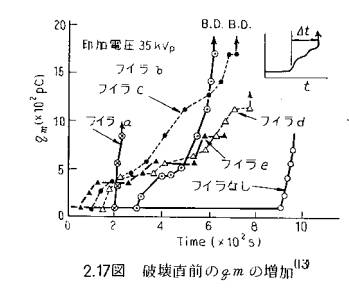
放電による有機材料等の劣化ガスにボイド内部の圧力が増加した(パッシェンの法則で圧力が大きくなると放電しにくくなる)、ボイド内面状態の変化などが関係するのでしょう。 2.17図は ボイド内面の状態の異なる材料のボイド放電電荷量(qm)の破壊直前の状況をしましたものです。
 2.17 図
2.17 図
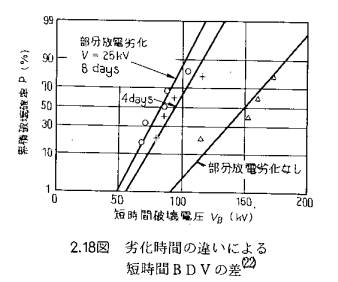
破壊直前になると 大きな放電が起こり、短絡破壊に至っています。ここで フィラ 添加材の場合は その放電の急激な立ち上がり時間が早くなっています。フィラーとは無機物添加材ですが 之が存在すると 樹脂自体よりも 誘電分担でかかる電圧が 小さいこと、放電による耐力が大きい事などから 樹脂絶縁材料自体にかかる電圧が大きくなり、破壊しやすくなるのであろうと思います。 2.18図は 電気的なストレスを与えた時の 短時間破壊電圧(BDV)へに影響を示したものです。
 2.18 図
2.18 図
放電履歴を受けたものほどその破壊電圧(BDV)の分布が狭く、低くなっています。それだけ 破壊損耗が来歴時間で大きいことを意味します。特にこの図では 分布の立ち上がりが 来歴時間が大きいほど急である事です。之は 損耗が一様に受けている事でその破棄起点が 多くなっている事に結ぶつくので良くない事です。一般的には 損耗は弱点部位がよい損耗を受けやすくなるような 選択的な破壊となり、その破壊分布は広くなるのが普通ですが この場合はそれとは子となるようです。 一つのグラフでもいろいろな見方ができます。データがいいたいことをいかに汲み取るかがわたし達の役目ですね。